 English
English русский
русский 中文简体
中文简体





ПРОКЛАДКА РИЛСОНА
Ningbo Rilson Sealing Material Co., Ltd занимается обеспечением безопасной и надежной работы систем уплотнения жидкостей, предлагая клиентам соответствующие технологические решения для уплотнения.
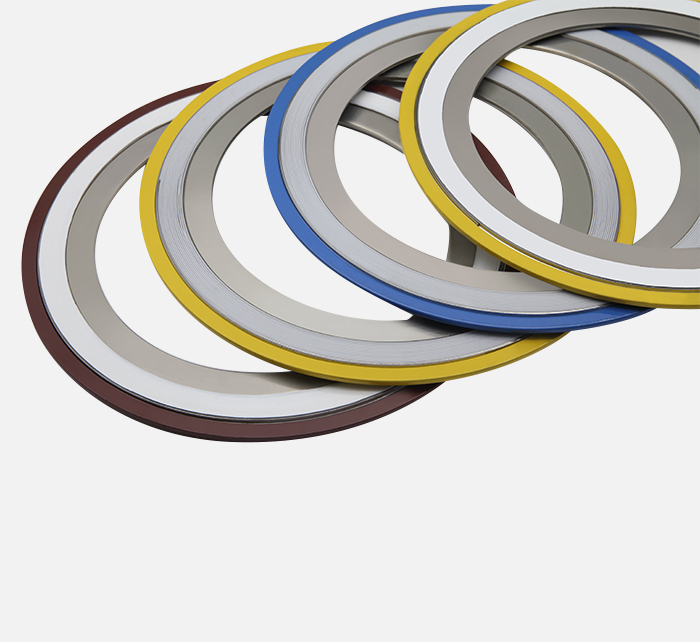
Каммпрофильные прокладки представляют собой составной металло-неметаллический уплотнительный элемент с выточенными на поверхности концентрическими или спирально-зубчатыми канавками. Герметизация достигается за счет локализованной деформации кончиков зубов под высоким давлением. Они сочетают в себе прочность металлических прокладок с эластичностью неметаллических прокладок и широко используются в условиях высоких температур и высокого давления.

Отличная защита от расшатывания
Зубчатая конструкция зацепления: зубцы на поверхности прокладки зацепляются за поверхность соединяемого компонента (например, головки болта или гайки) при затягивании, создавая механическую блокировку и эффективно противодействуя ослаблению, вызванному вибрацией, ударами или динамическими нагрузками.
Превосходство по сравнению с обычными плоскими прокладками: в то время как традиционные плоские прокладки полагаются исключительно на трение, зубцы зубчатых прокладок обеспечивают дополнительное сопротивление скольжению.
Высокая удерживающая сила
Острые края зубцов вызывают локальную пластическую деформацию под давлением, увеличивая глубину контакта контактной поверхности и сохраняя предварительную нагрузку даже после длительного использования.
Никаких дополнительных мер против расшатывания не требуется.
Он может заменить вспомогательные элементы, препятствующие расшатыванию, такие как пружинные шайбы и резьбовые герметики, упрощая процесс сборки и сокращая затраты и количество компонентов.
Гибкие материалы и обработка поверхности
Различные материалы: обычно используемые углеродистая сталь, нержавеющая сталь (например, 304 и 316), медные сплавы и т. д. адаптируются к различным средам (например, к коррозионностойким и высокотемпературным применениям).
Дополнительная обработка поверхности: гальванизация, чернение, фосфатирование и т. д. для повышения устойчивости к ржавчине и износу.
Высокая адаптируемость
Применимо к неровным или слегка деформированным контактным поверхностям, зубцы компенсируют незначительные неровности поверхности и обеспечивают эффективный контакт.
Может использоваться для разъемов, изготовленных из различных материалов, включая металл и пластик.
Простая установка
Устанавливается непосредственно между болтом/гайкой и заготовкой, не требуя специальных инструментов или сложных операций.
Многоразовое использование
Некоторые конструкции допускают многократную разборку и снятие, сохраняя при этом эффективность защиты от расшатывания (однако повторное использование может ухудшить производительность; это рекомендуется в зависимости от условий применения).
Экономическая эффективность
Простая конструкция и низкая себестоимость производства, но при значительной эффективности предотвращения расшатывания, экономическая эффективность превосходит многие сложные решения по борьбе с расшатыванием.
Типичные применения
Вибрационная среда: двигатели и трансмиссионные системы автомобилей, авиации и железнодорожного транспорта.
Тяжелая техника: Строительная техника и ветряные турбины.
Электронное и электрическое оборудование: Предотвращение ослабления соединений цепей из-за вибрации.
Высокотемпературные/агрессивные среды: Химические трубопроводы и нефтяное оборудование (требуются коррозионностойкие материалы).
Меры предосторожности
Риск повреждения поверхности: зубцы могут поцарапать мягкие поверхности; следует оценить материал заготовки. Контроль предварительной нагрузки: Чрезмерная затяжка может привести к чрезмерному входу зубьев пилы, что ухудшит производительность или повредит компоненты.
Не подходит для очень тонких листовых материалов: зубья пилы могут проникнуть в слишком тонкие детали и привести к поломке.
Предмонтажная подготовка
Проверка прокладки
Убедитесь, что профиль зуба цел и не имеет дефектов, с допуском по высоте зуба в пределах ±0,02 мм.
Измерьте однородность толщины; разница толщины в четырех точках должна составлять ≤0,05 мм.
Проверьте отчет о материале, который должен соответствовать ASTM F104 или GB/T 9129.
Подготовка фланца
Шероховатость уплотняющей поверхности фланца должна быть Ra ≤3,2 мкм, с радиально распределенной текстурой.
Тщательно очистите уплотнительную поверхность ацетоном; хлорированные растворители запрещены.
Проверить параллельность фланцев; отклонение при использовании щупа должно составлять ≤0,1 мм/м.
Процедура установки
Центрирование и позиционирование
Внутренний диаметр прокладки должен быть на 0,5–1 мм больше внутреннего диаметра трубы, чтобы предотвратить повреждение из-за эрозии среды.
При установке прокладок с двумя зубьями кончики зубьев должны быть обращены к стороне высокого давления (или, если не уверены, к стороне фланца).
Предварительная затяжка болтов
Затягивайте в четыре этапа:
Первоначальная предварительная затяжка до 30 % заданного крутящего момента.
Диагональная затяжка с моментом 50 %.
Круговая затяжка с моментом 80 %.
Наконец, достигните 100% крутящего момента в два этапа.
Используйте калиброванный динамометрический ключ, поддерживая погрешность в пределах ±5%.
Охладите болты из углеродистой стали смазкой на основе дисульфида молибдена.
Затяните еще раз, пока он горячий.
После первоначального нагрева системы до рабочей температуры затяните повторно после охлаждения до 80°C.
Болты из жаропрочных сплавов требуют увеличения компенсационного момента на 5–8%.
Характеристики регулярного технического обслуживания
Эксплуатационный осмотр
Мониторинг напряжения болтов: используйте ультразвуковой датчик напряжения болтов каждые шесть месяцев. Подтяните, если первоначальная предварительная нагрузка уменьшилась более чем на 15%.
Проверка утечек: используйте галогенный течеискатель (чувствительность ≤ 1×10⁻⁶ Па·м³/с) для проверки уплотняемой поверхности еженедельно.
Проверка останова
Оценка состояния кончика зуба:
Допускается незначительное уплощение кончика зуба (< 30 % от исходной высоты).
Трещины и выступы корней зубов запрещены.
Проверка слоя уплотнения:
Потеря толщины слоя графита/ПТФЭ ≤ 20%.
Отсутствие радиальных сквозных трещин (временно допускается использование трещин длиной < 2 мм).
Требования к очистке: Для удаления нагара в канавках зубьев используйте безводный этанол (металлические щетки запрещены).
Уплотнительные поверхности фланцев следует отполировать в одном направлении наждачной бумагой зернистостью 800 (для удаления оксидных слоев).
Обязательные критерии отклонения
Структурные повреждения
В области профиля зуба возникает любое из следующих состояний:
Три и более последовательных перелома зубов
Износ высоты зуба > 0,1 мм (при исходной высоте зуба 0,3 мм)
Ползучесть металлического каркаса (отклонение от прямолинейности > 0,2 мм)
Неисправность уплотнения
Протестировано в соответствии со стандартом ISO 5208:
Скорость утечки гелия > 1×10⁻⁵ Па·м³/с
Испытание гидравлического давления: Поддерживать давление в течение 30 минут; падение давления > 5%
ПРОКЛАДКА РИЛСОНА
Ningbo Rilson Sealing Material Co., Ltd занимается обеспечением безопасной и надежной работы систем уплотнения жидкостей, предлагая клиентам соответствующие технологические решения для уплотнения.
Авторское право © Ningbo Rilson Sealing Material Co., Ltd. Все права защищены.
